
焊接過程中,保護氣的穩定供給是保證焊縫質量的關鍵,但過量的氣體消耗卻讓不少企業頭疼——某汽車制造廠曾統計,其安川焊接機器人每年用于保護氣的費用占焊接工序總成本的25%,其中近三成被白白浪費。如何讓安川焊接機器人更“省氣?WGFACS節氣裝置的出現,為解決這一問題提供了新的思路。
傳統安川焊接機器人的保護氣控制多采用固定流量模式,即根據工藝文件預設一個流量值(如氬氣15-20L/min),在整個焊接過程中保持恒定。這種模式的問題在于,實際焊接需求隨工況動態變化:比如,焊接薄板時所需的保護氣量遠低于厚板,但固定模式仍會“一刀切”供氣;機器人從空行程進入焊接起點時,氣體提前涌入卻未被有效利用;甚至機器人在移動或等待時,氣體仍在持續輸出。這些“非必要消耗”疊加起來,造成了顯著的浪費。
WGFACS節氣裝置的核心,是通過“動態感知-智能調節-協同執行”三步閉環,讓保護氣供給與實際需求“同頻”,實現平均保護氣節約30%-50%,特殊焊接場景可達60%。
裝置在焊槍前端部署微型傳感器,實時采集焊接電流、電壓、電弧長度等參數。這些參數直接反映了熔池的狀態——例如,焊接鋁合金薄板(1-2mm)時,小電流(80-120A)對應的電弧能量較低,熔池較小,此時只需12-15L/min的氣體流量;而焊接不銹鋼厚板(3-5mm)時,大電流(200-250A)需要更高的氣體流量(25-30L/min)來覆蓋更大的熔池面積。傳感器的采樣頻率高達100Hz,能捕捉到0.01秒內的工況變化,為精準調節提供數據基礎。
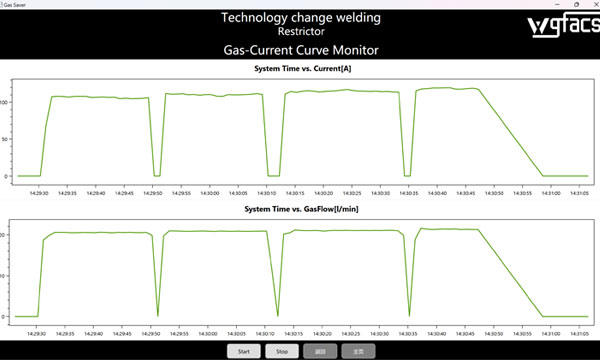
內置算法根據傳感器數據,結合安川焊接機器人的焊接軌跡(如直線、圓弧、擺動焊),自動計算當前最優氣體流量。例如:當機器人從空行程進入焊接起點時,算法會提前0.2秒將流量從“待機模式”(5L/min)提升至“起始保護模式”(18L/min),避免起弧瞬間的熔池暴露;在焊接過程中,若檢測到電流因板材間隙波動(如0.2mm的微小變化),算法會在0.1秒內調整流量,確保保護效果穩定;當機器人完成焊接進入空行程時,流量立即降至“待機模式”,減少無效消耗。
WGFACS節氣裝置通過專用接口與安川焊接機器人的控制系統無縫對接,可直接調用機器人的焊接程序參數(如電流、速度),無需額外編程。其電磁比例閥的響應速度≤0.3秒,能完全匹配安川機器人高速運動的需求(如焊接速度600-1200mm/min),避免因流量調整滯后導致的氣體浪費或保護失效。
WGFACS節氣裝置的價值,不僅在于直接降低氣體成本,更在于推動安川焊接機器人的使用習慣從“粗放”向“精細”轉變。通過實時監測和智能調節,企業能更清晰地掌握不同工況下的氣體需求,為工藝優化提供數據支撐;同時,裝置的遠程監控功能幫助企業實現能源管理的精細化,讓“省氣”從被動應對變為主動規劃。
安川焊接機器人節氣的本質,是通過技術創新讓設備更“懂”工況。當保護氣的供給與焊接需求真正匹配時,企業收獲的不僅是成本的降低,更是焊接質量的提升和生產效率的優化——這或許就是“省氣”最深遠的意義。



